





Informazioni di Base.
Model No.
CB017
Rugosità superficiale
Ra3.2
Lavorazioni Tolleranza
Refer to German Investment Casting Tolerance Stand
Standard
AISI
Certificazione
ISO 9001: 2008
servizio
servizio di un arresto. lavorazione-montaggio
supporto personalizzato
oem
tipo
macchine marine
controllo qualità
ispezione al 100% prima dell′imballaggio
luogo di origine
foshan, cina
tempo di consegna
30-45 giorni dopo il pagamento
qc
ingegnere e ispettore
lavorazione cnc
accetta personalizzato
Production Capaciy
200 tonnellate al mese
fine
sbavatura, sabbiatura, lucidatura, verniciatura a polvere
peso
da 0,1 kg a 50 kg
cnc
foratura, maschiatura, fresatura, filettatura
stampo
Silica Sol Zircon Sand Mixed Slurry Production
trattamento termico
Quenching, Tempering, Annealing, Nor
grado di tolleranza
4
Pacchetto di Trasporto
Bubble/Poly Bag+Carton Box
Specifiche
Stainless Steel
Marchio
ZEREN
Origine
Guangdong
Capacità di Produzione
60 Tons/Month
Descrizione del Prodotto
Fusione personalizzata in metallo e acciaio inox di precisione E lavorazione delle parti di forgiatura

| Nome prodotto | Pezzi di fusione per macchinari |
| Marchio | Zeren |
| Materiale | Acciaio inox |
| Funzione | Macchine marine |
| Processo | Investimento colaggio + lavorazione CNC |
| Certificazione | ISO9001:2015 |
| Supporto personalizzato | OEM |
| Specifiche generali del prodotto: | |
| Materiale | Acciaio inossidabile austenitico: 201, 303, 304, 316, 316L, 1.4581, scs14, scs16 |
| Acciaio inossidabile temprato: 17-4PH, 410, 420, 440C | |
| Acciaio fuso in lega: 4140, 4150, 4340, 8620, GS-25CrMo4 | |
| Acciaio per utensili in lega per colata: CS-2, CS-7, CrWMn | |
| Acciaio al carbonio: 1020, 1025(WCB), 1030, 1040, 1045, 1050 | |
| Peso | 1g-30 kg |
| Tolleranza di fusione | CT4-CT7/GBT6414-1999; VDG MERKBLAD P690 |
| Ruvidità della superficie | Ra1.6-Ra6.3 |
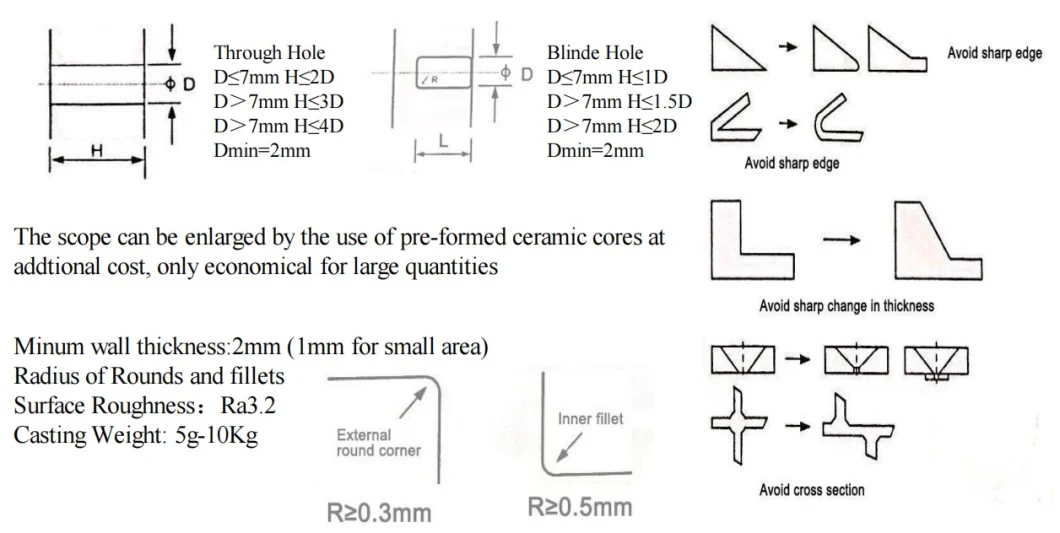
| Spessore | Min 2 mm (1 mm in Micro-regione) |
| Raggio di colata | Raggio rotondo ≥0,3 mm, raggio raccordo interno≥0,5 mm |
| Profondità foro cieco | Max 30 mm (diametro 10 mm) |
| Lavorazione | Tornitura, fresatura, foratura, foratura, filettatura, rettifica, macchine CNC e apparecchiature di prova |
| Trattamento termico | Ricottura, tempra, normalizzante, carburizzante, invecchiamento |
| Finitura della superficie | Ossido nero, rivestimento nero, rivestimento anti-inquinamento del flashover, lucidatura a specchio |
| Standard di settore | ASTM, ICI, BS, DIN, JIS, ISO |
| Software di progettazione | Pro-e, UG, SolidWorks, AutoCAD |
| Formato file | IGS, STP, XT, PDF, JPEG, JPG |
Case & soluzioni
Il nostro Case1 e le nostre soluzioni:
Nel 2012, la nostra azienda ha sviluppato un prodotto per HUAWEI: Fusione per chiave - bulloneria per porte e finestre (come mostrato di seguito), il materiale è acciaio A3.
Durante il processo produttivo abbiamo riscontrato i seguenti problemi: Poiché la colata è facile da deformare, la successiva sagomatura è difficile. , e dopo che la superficie è stata lucidata, deve essere placcata con rame e poi cromata.
Allo stesso tempo, l'elettroplaccatura avrà un effetto di ingrandimento sui difetti superficiali, e i fori di sabbia sono soggetti a verificarsi, con conseguente rilavorazione o addirittura raschiatura dopo la lucidatura finale. Pertanto, si consiglia di eseguire solo la fusione della testa del prodotto.
La parte posteriore piana viene lavorata da lamiera d'acciaio e poi affettata insieme, il che non influisce sulle prestazioni del prodotto, e supera i difetti di cui sopra, e riduce il costo di circa il 50%. 304 giranti con diffusore in acciaio inox e valvola del vapore
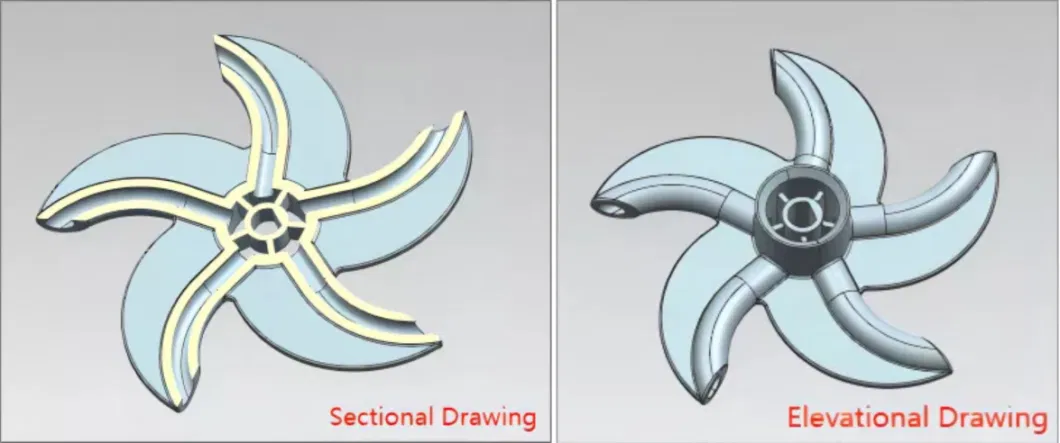
304 giranti con diffusore in acciaio inox e valvola del vapore
Nel 2016 la nostra azienda ha prodotto giranti a diffusione (accessori per girante) secondo i disegni forniti dai clienti (come mostrato di seguito), il materiale è acciaio inox 304.
Questo prodotto contiene cinque fori curvi che dissipano l'aria. È molto difficile aprire lo stampo, realizzare il guscio e rimuovere la sabbia, con conseguente elevata velocità di scarto.
A questo proposito, dopo la ricerca e la discussione, i nostri ingegneri hanno deciso di utilizzare un materiale di sabbia che non solo ha una resistenza alle alte temperature ma è anche facile da rimuovere dopo l'alta temperatura, e infine ha risolto perfettamente il problema della fusione di fori curvati.
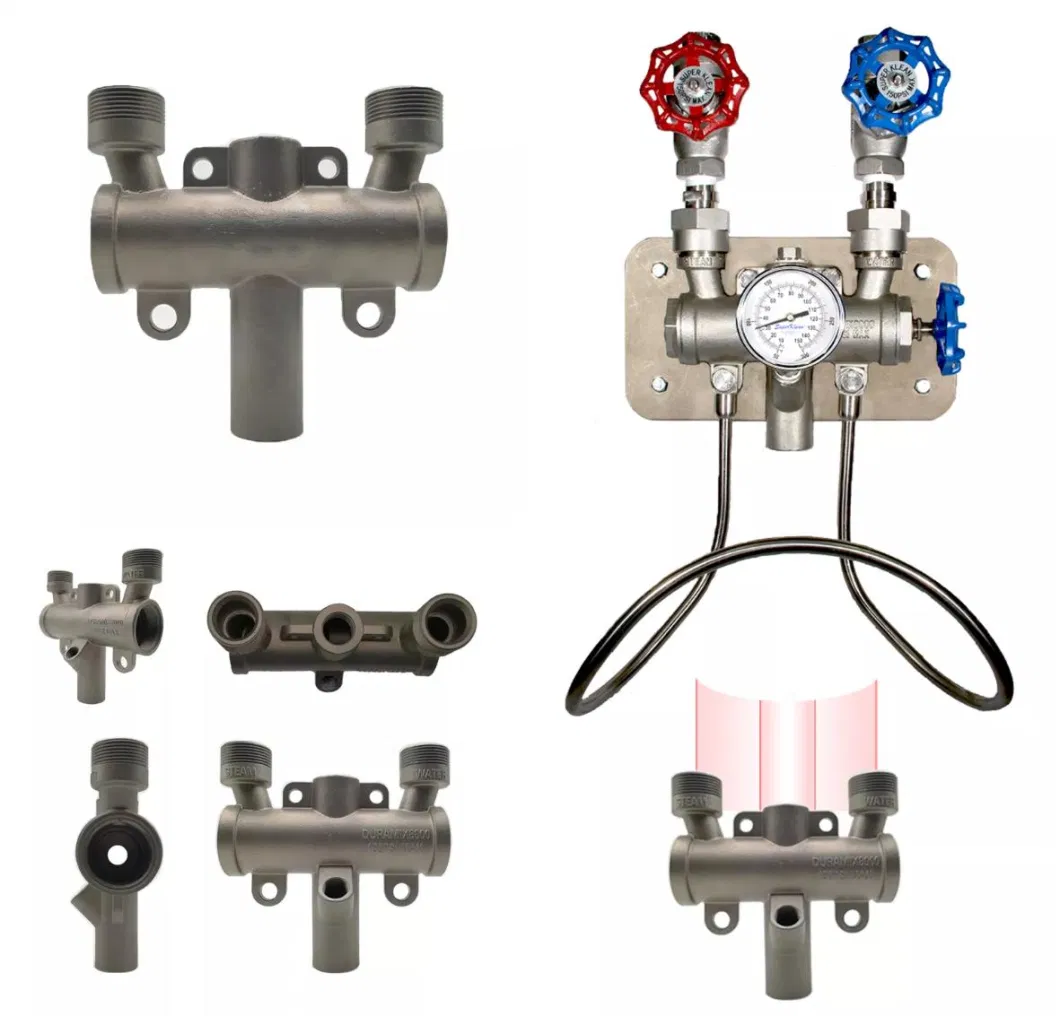
Inoltre, è presente anche una valvola del vapore (come mostrato in seguito), il materiale è acciaio inossidabile 316, a causa della piccola apertura e della complessa cavità interna, infine risolto con successo il problema per il cliente utilizzando questo materiale di anima di sabbia, prodotto il prodotto, e stabilì un buon rapporto di collaborazione a lungo termine con il cliente.
Le nostre soluzioni e Case3:

Durante il processo produttivo abbiamo riscontrato i seguenti problemi: Poiché la colata è facile da deformare, la successiva sagomatura è difficile. , e dopo che la superficie è stata lucidata, deve essere placcata con rame e poi cromata.
Allo stesso tempo, l'elettroplaccatura avrà un effetto di ingrandimento sui difetti superficiali, e i fori di sabbia sono soggetti a verificarsi, con conseguente rilavorazione o addirittura raschiatura dopo la lucidatura finale. Pertanto, si consiglia di eseguire solo la fusione della testa del prodotto.
La parte posteriore piana viene lavorata da lamiera d'acciaio e poi affettata insieme, il che non influisce sulle prestazioni del prodotto, e supera i difetti di cui sopra, e riduce il costo di circa il 50%.

Le nostre soluzioni CASE2:
Nel 2016 la nostra azienda ha prodotto giranti a diffusione (accessori per girante) secondo i disegni forniti dai clienti (come mostrato di seguito), il materiale è acciaio inox 304.
Questo prodotto contiene cinque fori curvi che dissipano l'aria. È molto difficile aprire lo stampo, realizzare il guscio e rimuovere la sabbia, con conseguente elevata velocità di scarto.
A questo proposito, dopo la ricerca e la discussione, i nostri ingegneri hanno deciso di utilizzare un materiale di sabbia che non solo ha una resistenza alle alte temperature ma è anche facile da rimuovere dopo l'alta temperatura, e infine ha risolto perfettamente il problema della fusione di fori curvati.

Inoltre, è presente anche una valvola del vapore (come mostrato in seguito), il materiale è acciaio inossidabile 316, a causa della piccola apertura e della complessa cavità interna, infine risolto con successo il problema per il cliente utilizzando questo materiale di anima di sabbia, prodotto il prodotto, e stabilì un buon rapporto di collaborazione a lungo termine con il cliente.

Le nostre soluzioni e Case3:
316 corpo valvola di sfiato a pressione in acciaio inox
Nel 2018, la nostra azienda ha prodotto il corpo della valvola di sfiato della pressione (accessori per valvole) per i clienti (come mostrato di seguito). Il materiale è acciaio inossidabile 316.
Poiché l'apertura è troppo piccola, la cavità interna è piccola e complicata ed è quasi impossibile pulire il nucleo di sabbia interno. Pulire, così abbiamo aperto un foro quadrato sul retro del prodotto, saldato con una piastra quadrata in acciaio inossidabile, e aperto una scanalatura a coda di rondine sulla saldatura, che è favorevole a una saldatura forte.
Per realizzare questo prodotto abbiamo utilizzato anche un nucleo di sabbia che ha una resistenza alle alte temperature ed è facile rimuovere la sabbia dopo un'azione ad alte temperature. Dopo la lavorazione del getto, è stata eseguita la prova di tenuta all'aria, che ha avuto successo, quindi il prodotto è stato prodotto in serie, e infine ha soddisfatto le esigenze del cliente e ha conquistato la fiducia del cliente.
Poiché l'apertura è troppo piccola, la cavità interna è piccola e complicata ed è quasi impossibile pulire il nucleo di sabbia interno. Pulire, così abbiamo aperto un foro quadrato sul retro del prodotto, saldato con una piastra quadrata in acciaio inossidabile, e aperto una scanalatura a coda di rondine sulla saldatura, che è favorevole a una saldatura forte.
Per realizzare questo prodotto abbiamo utilizzato anche un nucleo di sabbia che ha una resistenza alle alte temperature ed è facile rimuovere la sabbia dopo un'azione ad alte temperature. Dopo la lavorazione del getto, è stata eseguita la prova di tenuta all'aria, che ha avuto successo, quindi il prodotto è stato prodotto in serie, e infine ha soddisfatto le esigenze del cliente e ha conquistato la fiducia del cliente.

Il nostro Case4 e le nostre soluzioni:
Parte di colata della tazza di caffè
Nel 2020 la nostra azienda ha prodotto la fusione principale della caffettiera - utensili da cucina e accessori per bagno per un cliente italiano (come mostrato di seguito). Il materiale è acciaio inossidabile 316. Attraverso la comunicazione con il cliente, abbiamo appreso che il cliente ha requisiti di verticalità per il centro delle parti superiore e inferiore della colata, ma a causa della cavità interna di questo prodotto è complessa ed è impossibile realizzare uno stampo nel suo complesso.
Abbiamo quindi diviso lo stampo in cera della parte in parti superiore ed inferiore e le abbiamo realizzate separatamente, e poi assemblate gli stampi in cera delle parti superiore ed inferiore in un insieme.
Lo stampo per cera combinato ha superato con successo la procedura di ispezione degli attrezzi verticality. , e infine tutti gli aspetti delle prestazioni hanno soddisfatto le esigenze del cliente, quindi il cliente è molto soddisfatto del nostro livello tecnico professionale e della perfetta qualità del prodotto.

Abbiamo quindi diviso lo stampo in cera della parte in parti superiore ed inferiore e le abbiamo realizzate separatamente, e poi assemblate gli stampi in cera delle parti superiore ed inferiore in un insieme.
Lo stampo per cera combinato ha superato con successo la procedura di ispezione degli attrezzi verticality. , e infine tutti gli aspetti delle prestazioni hanno soddisfatto le esigenze del cliente, quindi il cliente è molto soddisfatto del nostro livello tecnico professionale e della perfetta qualità del prodotto.

Il nostro vantaggio:
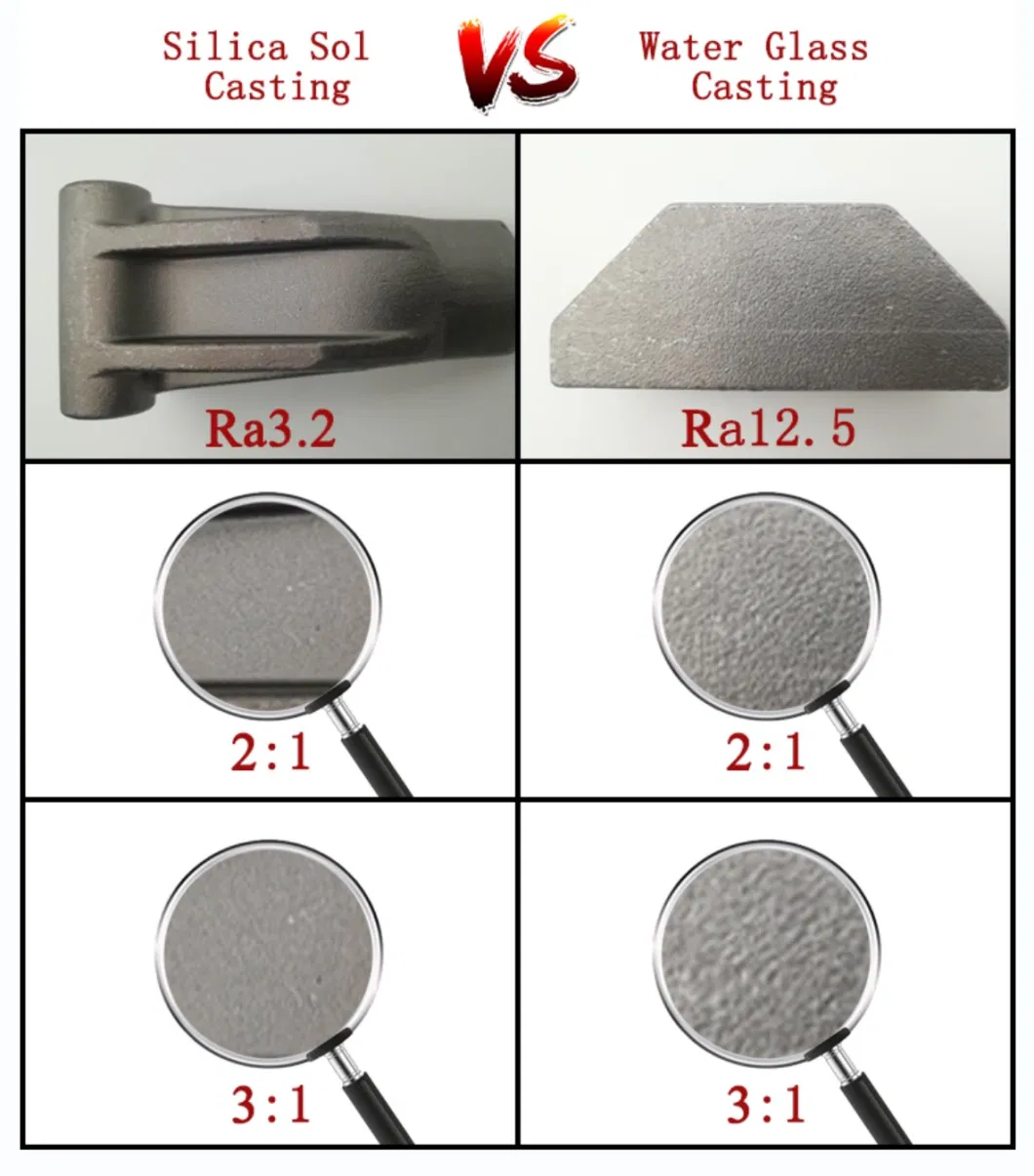
Il metodo del vetro dell'acqua deparaffina nell'acqua ad alta temperatura e lo stampo della ceramica è fatto di sabbia di quarzo del vetro dell'acqua. Il metodo sol di silice deparaffina nel fuoco di flash e la sabbia di zirconio sol di silice fa lo stampo di ceramica.
La colata di investimento di sol di silice può ottenere una rugosità superficiale migliore Ra3.2.
Introduzione all'azienda


Foshan Zeren Precision Casting Co.,Ltd . È stata fondata nel 2009 , con un impianto di colata di precisione e un impianto di lavorazione meccanica, situato nel Parco industriale di Zhaodaxinzhao nella città di Shishan, nel distretto di Nanhai, nella provincia di Foshan, Guangdong.
Utilizziamo il processo avanzato di fusione (fusione a cera persa) per la produzione di fusioni di precisione, che sono realizzate in acciaio inox, acciaio al carbonio e acciaio legato. Possiamo anche fornire la successiva lavorazione della colata, e abbiamo superato e implementato il sistema di gestione della qualità ISO9001:2015.
D1: Quali sono le dimensioni dei prodotti che potete produrre?
R: Possiamo produrre prodotti di varie dimensioni per industrie diverse, pesando ovunque da poche once a fino a 250 libbre.
D2: Quali materiali potete lanciare? È possibile inserire il logo OEM sul prodotto?
R: Lavoriamo con una varietà di materiali, tra cui acciaio inossidabile, acciaio al carbonio, leghe di alluminio, leghe di rame, leghe a base di nichel e altro ancora. Possiamo assistervi nella selezione dei materiali in base alle vostre esigenze specifiche. Sì, possiamo logo OEM.
D3: Quale finitura superficiale si può produrre?
R: Ra3.2, e la finitura di lavorazione può raggiungere circa Ra0.4. Altri trattamenti superficiali possono essere effettuati da elettroforesi, annerimento, lucidatura, zincatura a cromatura, ecc.
D4: Come ottenere il campione?
R: Il campione è accettabile. Comunicaci il prodotto di cui hai bisogno.
D5: Che tipo di file CAD posso inviare? Come si carica un file CAD/di grandi dimensioni?
R: È possibile inviare qualsiasi cosa si esegue, ma i più utili sono UG, STP, o Parasolid.
D6: Qual è la vostra politica di pagamento?
R: Per l'ordine campione, la nostra politica di pagamento è 100% T/T pagamento (telegrafico trasferimento di pagamento) in anticipo o altro metodo di pagamento. Per l'ordine in blocco, la nostra politica di pagamento è 30% T/T in anticipo, il saldo del 70% dovrebbe essere pagato 7 giorni lavorativi prima della consegna.
D7: Quanto dura il tempo di consegna?
R: Dipende dalla quantità di prodotto e dalle specifiche esigenze. Di solito il campione richiede 7-10 giorni, l'ordine di massa richiede 20-50 giorni.
Certificato
Perché scegliere noi 

Tolleranze per la fusione di investimento

FAQ

Cerca i pezzi fusi precisi per la tua prossima esigenza di fusione!
Fusione in acciaio inox • fusione in acciaio al carbonio • Lega alta Fusione • fusione in lega bassa
Fusione resistente al calore o all'usura • fusione in nichel • Titainum Fusione
Zeren precise Casting è la società di Investment Casting numero 1 nella nostra regione.

Tolleranze per la fusione di investimento


FAQ
D1: Quali sono le dimensioni dei prodotti che potete produrre?
R: Possiamo produrre prodotti di varie dimensioni per industrie diverse, pesando ovunque da poche once a fino a 250 libbre.
D2: Quali materiali potete lanciare? È possibile inserire il logo OEM sul prodotto?
R: Lavoriamo con una varietà di materiali, tra cui acciaio inossidabile, acciaio al carbonio, leghe di alluminio, leghe di rame, leghe a base di nichel e altro ancora. Possiamo assistervi nella selezione dei materiali in base alle vostre esigenze specifiche. Sì, possiamo logo OEM.
D3: Quale finitura superficiale si può produrre?
R: Ra3.2, e la finitura di lavorazione può raggiungere circa Ra0.4. Altri trattamenti superficiali possono essere effettuati da elettroforesi, annerimento, lucidatura, zincatura a cromatura, ecc.
D4: Come ottenere il campione?
R: Il campione è accettabile. Comunicaci il prodotto di cui hai bisogno.
D5: Che tipo di file CAD posso inviare? Come si carica un file CAD/di grandi dimensioni?
R: È possibile inviare qualsiasi cosa si esegue, ma i più utili sono UG, STP, o Parasolid.
D6: Qual è la vostra politica di pagamento?
R: Per l'ordine campione, la nostra politica di pagamento è 100% T/T pagamento (telegrafico trasferimento di pagamento) in anticipo o altro metodo di pagamento. Per l'ordine in blocco, la nostra politica di pagamento è 30% T/T in anticipo, il saldo del 70% dovrebbe essere pagato 7 giorni lavorativi prima della consegna.
D7: Quanto dura il tempo di consegna?
R: Dipende dalla quantità di prodotto e dalle specifiche esigenze. Di solito il campione richiede 7-10 giorni, l'ordine di massa richiede 20-50 giorni.
Certificato
